
















 12 / 82
12 / 82

Лазерная сварка обеспечивает высо
копроизводительный процесс соеди
нения различных материалов тол
щиной от нескольких микрон до
десятков миллиметров в широком ди
апазоне режимов. За счёт целого ряда
технологических преимуществ лазер
ная сварка эффективно применяется
во всех отраслях мировой промыш
ленности – от производства электрон
ных компонентов до сварки деталей
обшивки самолетов, позволяя выхо
дить на принципиально новый уро
вень, создавать компонентынового по
коления, а также эффективно заменять
другие методы сварки. Преимущества
лазерной сварки:
●
возможность выполнять точную
сварку различных металлических де
СОВРЕМЕННЫЕ ТЕХНОЛОГИИ
12
WWW.SOEL.RUСОВРЕМЕННАЯ ЭЛЕКТРОНИКА
◆
№ 8 2010
Лазерная сварка: преимущества,
спектр применений, оборудование
Анна Кудрявцева (Москва)
В данной статье описаны основные преимущества использования
технологии лазерной сварки как при производстве
крупногабаритных изделий, так и при работе с миниатюрными
компонентами; рассматриваются основные виды оборудования,
применяемого для силовой и высокоточной сварки различных
материалов.
талей с получением аккуратного и
герметичного сварного шва малой
ширины;
●
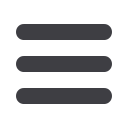
широкий спектр свариваемых мате
риалов: от высоколегированных вы
сокоуглеродистых марок стали до
сплавов меди и титана, керамики и
стекла; возможность сварки раз
нородных материалов, например,
вольфрам с алюминием, медь со
сталью, бериллиевая бронза с дру
гими сплавами, (см. рис. 1);
●
зона термического влияния ограни
чена площадью лазерного пятна,
скорости нагрева и охлаждения вы
соки, что обеспечивает высокую тех
нологическуюпрочность и пластич
ность сварных соединений, мини
мальные деформации и остаточные
напряжения. Например, лазерная
сварка вилки с карданным валом ав
томобиля по сравнению с дуговой
сваркой увеличивает срок службы
карданной передачи в три раза, по
тому что более чем вдвое уменьша
ется площадь сечения сварного шва
и в несколько раз – время сварки.
Деформации вилки, вызывающие
преждевременный износ, практи
чески отсутствуют;
●
хорошая управляемость и гибкость
процесса, перемещение луча по по
верхности детали по любой траек
тории;
●
процесс может осуществляться в
ручном, автоматическом, полуавто
матическом режимах;
●
в сравнении с другими методами –
невысокая стоимость и простота мо
дернизации станков;
●
процесс, в отличие от электронно
дуговой и аргоновой сварки, не тре
бует вакуумной камеры, на луч не
влияют магнитные поля, что обеспе
чивает стабильное формирование
шва;
●
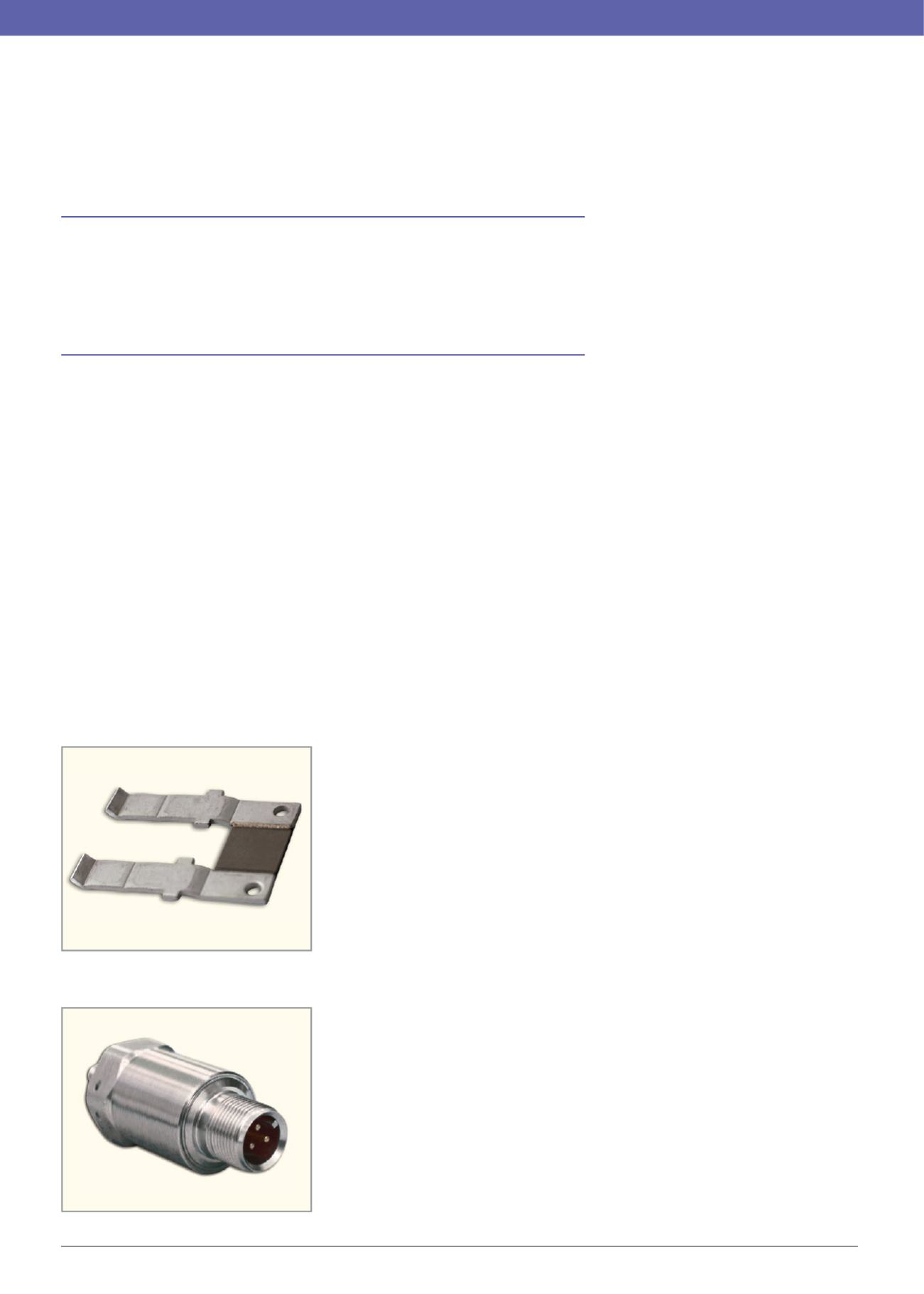
лазерный луч управляется с по
мощью зеркальных оптических сис
тем или оптических световодов и
легко транспортируется в трудно
доступные места. Таким образом,
становится возможной сварка круп
ногабаритных конструкций, прове
дение сварки в местах за пределами
прямой видимости, сварка тел вра
щения и сварка по контурам любой
сложной формы, сварка через про
зрачные материалы и в жидких сре
дах (см. рис. 2);
●
чистота процесса определяется, в
частности, отсутствием флюсов и
других сварочных материалов.
О
БОРУДОВАНИЕ
:
ТИПЫ
И ПРИМЕНЕНИЯ
В настоящее время для лазерной
сварки используются установки с раз
личными типами лазеров разноймощ
ности. Наибольшее распространение
в области сварки получили станки на
базе СО
2
лазеров, импульсных твердо
тельных лазеров с ламповой накачкой,
а в последнее время – на основе воло
конных лазеров. В данной статье мы
будем подразделять системы на мощ
ные – от 1 кВт – и станки на лазерах до
500 Вт.
С
ИСТЕМЫ НА ЛАЗЕРАХ
МОЩНОСТЬЮ ОТ
1
К
В
Т
Использование таких станков в ос
новном связано с отраслями крупного
массового производства – самолёто
строением и автомобилестроением.
Здесь часто требуется сваривать доста
точно крупные конструкции на боль
шую глубину.
Внедрение лазерных технологий
вместо традиционных позволяет по
лучать продукцию с принципиально
улучшенными, а зачастую и новыми
свойствами. Например, в самолёто
строении внедрение силовой лазер
ной сварки вместо клёпки в изготов
лении фюзеляжа позволило умень
шить вес летательных аппаратов
Airbus A380 на 15%.
С самого начала внедрения лазер
ных технологий для этих целей на
чали использоваться мощные СО
2
лазеры. Мощность их излучения со
Рис. 1. Сварка разнородных материалов – меди
и алюминия
Рис. 2. Сварка кругового шва
© СТА-ПРЕСС